降圧トランスは、巻線比と仕様に従って、高いAC電位を低いAC電位に下げるデバイスです。
この記事では、主電源で動作する電源に通常適用される基本的な降圧変圧器を設計および構築する方法について説明します。
前書き
これは、電子愛好家が特定の要求に基づいて独自の変圧器を開発および構築するのに役立つ可能性があります。次のページでは、十分に開発された変圧器を実現するための簡略化されたレイアウト方法を紹介します。一方で、設計プロセスはいくつかの実験の対象となる可能性があります。
この記事で紹介する表は、設計者が適切なサイズのワイヤまたはコアラミネーションを見つけるのに役立つ計算を短くしています。設計者が不要な詳細に完全に困惑しないようにするために、ここでは排他的に関連するデータと計算が提供されています。
ここでは具体的に説明します 変圧器について話し合う 鉄心に絶縁銅線を2本以上巻いたもの。これらは、1つの一次巻線と1つまたは複数の二次巻線です。
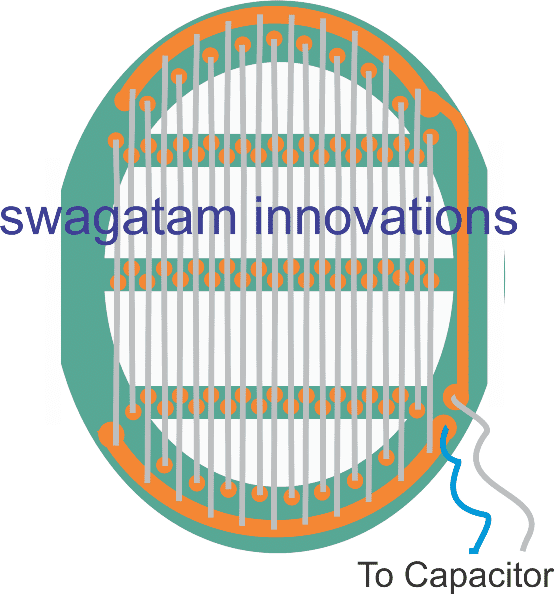
各巻線は互いに電気的に絶縁されていますが、積層鉄心を使用して磁気的に接続されています。小さな変圧器はシェルスタイルの構造を持っています。つまり、図1に示すように、巻線はコアに囲まれています。2次側から供給される電力は、実際には1次側から送信されますが、電圧レベルはaの巻線比に依存します。巻線のペア。
ビデオ通訳
基本的な変圧器の設計
変圧器の設計に向けた初期段階として、一次および二次電圧評価と二次アンペア定格を明確に表現する必要があります。
その後、使用するコア含有量を決定します:通常の鋼スタンピングまたは冷間圧延粒子配向(CRGO)スタンピング。 CRGOは、許容磁束密度が高く、損失が少ないという特徴があります。
コアの可能な限り最良の断面部分は、大まかに次のように割り当てられます。
コア面積:1.152x√(出力電圧x出力電流)sqcm。
複数の二次側を持つ変圧器に関しては、各巻線の出力ボルトアンペア積の合計を考慮する必要があります。
一次巻線と二次巻線の巻数は、ボルトあたりの巻数比の式を使用して次のように決定されます。
ボルトあたりの回転数= 1 /(4.44 x 10-4周波数xコア面積x磁束密度)
ここで、周波数は通常、インドの家庭用主電源の50Hzです。磁束密度は、約1.0 Weber/sq。mと見なすことができます。通常のスチールスタンピングおよび約1.3Weber/sq。mを対象としています。 CRGOスタンピング用。
一次巻線の計算
一次巻線の電流は次の式で表されます。
一次電流= o / pボルトとo / pアンプの合計を一次ボルトで割ったものx効率
小型変圧器の効率は0.8から0の間で変動する可能性があります。§6。 0.87の値は、通常の変圧器に非常に適しています。
巻線に適したワイヤサイズを決定する必要があります。線径は、巻線の定格電流と線の許容電流密度に依存します。
電流密度は233アンペア/平方センチメートルにもなる可能性があります。小型変圧器で、155アンペア/平方cmという最小値。大きなもので。
巻線データ

通常、200アンペア/平方センチメートルの値。どちらのテーブル#1が作成されるかに従って、検討することができます。一次巻線の巻数は次の式で表されます。
プライマリ 回転数=ボルトあたりの回転数x一次ボルト
巻線によって消費される部屋は、絶縁密度、巻線の手法、および線径によって決まります。
表#1は、1平方cmあたりの回転数の推定値を示しています。これにより、一次巻線によって消費されるウィンドウ面積を計算できます。
一次巻線面積=一次ターン/表#1からの1平方cmあたりのターン
二次巻線の計算
想定される二次電流定格があることを考慮すると、表#1を直接調べるだけで、二次巻線のワイヤサイズを決定できます。
二次側の巻数は一次側と同じ方法で計算されますが、負荷時の変圧器の二次巻線電圧の内部降下を補償するために、約3%の超過巻数を含める必要があります。したがって、
二次巻数= 1.03(1ボルトあたりの巻数x二次ボルト)
二次巻線に必要なウィンドウ領域は、表#2から次のように識別されます。
二次窓面積=二次回転/平方センチメートルあたりの回転。 (以下の表#2から)
コアサイズの計算
コアを選択する際の主要な適格基準は、アクセス可能な巻線スペースの総ウィンドウ面積である可能性があります。
総窓面積=一次窓面積+二次窓面積の合計+フォーマーと断熱材のスペース。
前者と巻線間の絶縁をサポートするために、少し余分なスペースが必要です。後でカスタマイズする必要があるかもしれませんが、最初は30%と見なすことができますが、余分な領域の具体的な量は異なる場合があります。
変圧器スタンピングのテーブル寸法

より実質的なウィンドウスペースを有する完全なコアサイズは、一般に、それらを積み重ねる際の積層間のギャップを考慮して表#2から決定されます(コアスタッキング要素は0.9と見なされる場合があります)。
総コア面積=コア面積/0.9平方cm。一般に、正方形の中央肢が好ましい。
このため、ラミネーションのタングの幅は
舌幅=√総コア面積(sq.cm)
ここでもう一度表#2を参照し、最後のポイントとして、適切なウィンドウ領域と計算された舌幅の近くの値を持つ適切なコアサイズを見つけます。必要に応じてスタックの高さを変更して、目的のコアセクションを取得します。
スタックの高さ=総コア面積/実際のタング幅
スタックは、タンの幅よりも多くないようにする必要があります。ただし、舌幅の11/2倍を超えてはなりません。
コアアセンブリ図


トランスの組み立て方
巻き取りは、コアラミネーションの中央のピラーに適合する絶縁フォーマーまたはボビン上で行われます。通常、一次巻線が最初に巻かれ、次に二次巻線であり、巻線の2つの層の間の絶縁を維持します。
最後の1つの絶縁層が巻線の上部に適用され、機械的および振動による劣化からすべての巻線を保護します。細いワイヤーを使用する場合は常に、端子をフォーマーの外側に出すために、特定の端を太いワイヤーにはんだ付けする必要があります。
ラミネーションは通常、セットアップで逆にした交互のラミネーションによって前者にまとめられます。ラミネーションは、適切なクランプフレームワークを介して、またはナットとボルトを使用してしっかりと結合する必要があります(ラミネーションアセンブリ内に貫通穴が設けられている場合)。
シールドを適用する方法
これは、一次巻線と二次巻線の間の静電シールドを利用して、電気的干渉が一次巻線から二次巻線に移動するのを回避するための賢明なアイデアです。
降圧トランスのシールドは、2つの巻線の間に1タム以上巻くことができる銅箔で構成できます。ホイルの両端が互いに接触しないように、ホイル全体に断熱材を施し、適切な注意を払う必要があります。さらに、ワイヤをこのシールドフィールドにはんだ付けして、回路の接地線または回路の接地線でクランプできる変圧器の積層に接続することができます。
前:ロードセルとArduinoを使用したデジタル体重計 次へ:コンデンサ漏れテスター回路–漏れのあるコンデンサをすばやく見つける