最初のアーク溶接法は19世紀に開発され、第二次世界大戦中の造船において商業的に重要になりました。今日では、それは車両だけでなく鉄骨構造の製造にとっても重要なプロセスであり続けています。これは、産業で金属を接合するために使用される有名な溶接方法の1つです。このタイプの溶接では、接合部は金属を溶かすことによって形成することができます 電気 。このため、電気アークと呼ばれています。この溶接の主な利点は、溶接用に高温を簡単に開発できることです。アーク溶接の温度範囲は、摂氏6k度から摂氏7k度になります。この記事では、電気アーク溶接の概要について説明します。
電気アーク溶接とは何ですか?
アーク溶接の定義は、電気の助けを借りて金属を溶接し、軟化するのに十分な熱を発生させるために使用される溶接プロセスです。 金属 、および軟化した金属が冷却されると、金属が溶接されます。この種の溶接用途 電源 金属棒と母材の間に弧を描き、接触の終わりに金属を柔らかくします。

電気アーク溶接
これらの溶接機はどちらかを利用できます DC、それ以外の場合AC 、&消耗品のような電極、それ以外は非消耗品。一般に、溶接位置は、ある種のシールドガス、スラグ、または蒸気で防御できます。この溶接プロセスは、手動、完全、または半自動で行うことができます。
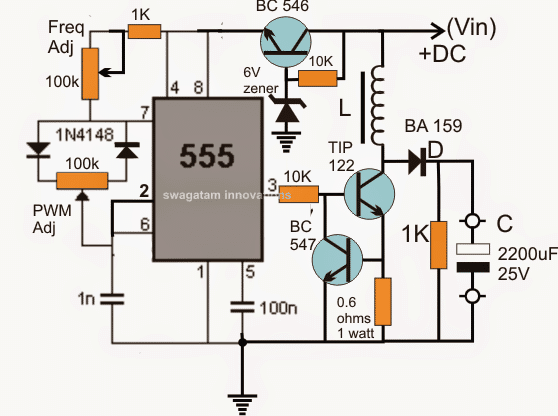
回路図
アーク溶接プロセスでは、電極とワークピースの間に電気アークが発生することで熱が発生する可能性があります。電気アークは、イオン化ガスを使用して2つの電極間で放電を光らせています。
どのタイプのアーク溶接技術も、主に電源、ワークピース、溶接電極、電極とワークピースを電源に接続するための電気ケーブルなどのさまざまな部品を含む電気回路に依存しています。

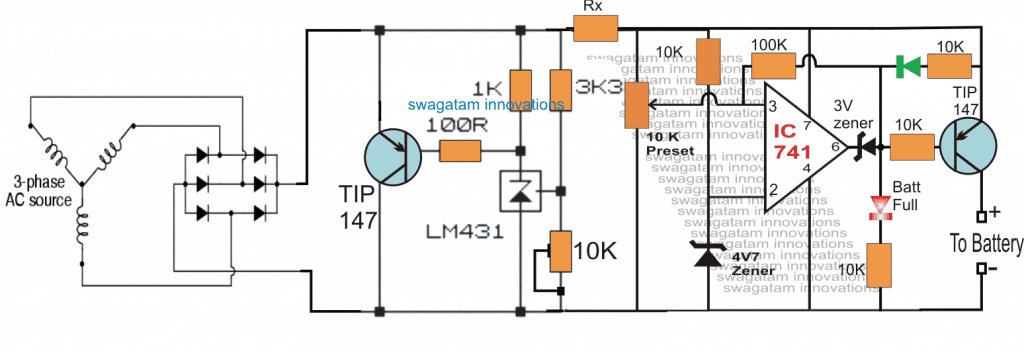
アーク溶接回路
ザ・ 電気アーク巻線回路 電極とワークピースの間の電気アークによって形成することができます。アークの温度は5500°C(10000°F)に達する可能性があります。これは、ワークピースのエッジを組み合わせるのに十分です。
“周波数と波長の違い ”
長い結合が必要になると、アークはジョイントラインを介して移動できます。プールの後端が硬化して接合部を形成すると、前端の溶接プールは溶接面を溶解します。
接合を強化するために溶加材が必要になると、アーク領域に供給される材料の外側でワイヤを使用できます。アーク領域は、溶接プールを溶解してロードします。溶加材の化学組成は、ワークピースの化学組成に関連しています。
溶融池内の溶融金属は化学的に活性であり、近くの大気を通して反応します。その結果、溶接部は、その機械的特性を弱めるために、酸化物および窒化物の混入によって感染する可能性があります。そのため、溶接プールは、ヘリウム、アルゴンなどの中性シールドガスと汚染からのシールドフラックスによって保護できます。シールドは、電極用のフラックスコーティングの形で溶接ゾーンに提供され、それ以外の場合は他の形で提供されます。
動作原理
ザ・ アーク巻線の動作原理 つまり、溶接プロセスでは、電極だけでなくワークピース間の電気アークストライクによって熱が発生する可能性があります。これは、イオン化ガス全体の2つの電極間で光る放電です。
ザ・ アーク溶接装置 主にACマシン、それ以外の場合はDCマシン、電極、電極用ホルダー、ケーブル、 コネクタ ケーブル、アースクランプ、チッピングハンマー、ヘルメット、ワイヤーブラシ、ハンドグローブ、安全ゴーグル、スリーブ、エプロンなどに使用します。
アーク溶接の種類
アーク溶接は、次のようなさまざまなタイプに分類されます。
- プラズマアーク溶接
- 金属アーク溶接
- カーボンアーク溶接
- ガスタングステンアーク溶接
- ガスメタルアーク溶接
- サブマージアーク溶接
- SMAW –被覆アーク溶接
- FCAW(フラックス入りアーク溶接)
- ESW(エレクトロストローク溶接)
- アークスタッド溶接
プラズマアーク溶接
プラズマアーク溶接(PAW)は、GTAWまたはガスタングステン溶接に似ています。この種の溶接プロセスでは、アークはワークパーツとタングステン電極の間に発生します。プラズマアーク溶接とガスタングステン溶接の主な違いは、電極がプラズマアーク溶接のトーチ内にあることです。それはでガスを加熱することができます 温度 30000oFの&それをプラズマに変更して、溶接領域を攻撃します。
金属アーク溶接
金属アーク溶接(MAW)プロセスでは、主に溶接プロセスに金属電極を使用します。この金属電極は、必要に応じて消耗品または非消耗品のいずれかになります。使用されている消耗電極のほとんどはフラックスで覆うことができ、このタイプの溶接プロセスの主な利点は、他の電極と比較して低温が必要なことです。
カーボンアーク溶接
カーボンアーク溶接(CAW)プロセスでは、主に電極のようなカーボンロッドを使用して金属接合部を溶接します。この種のアーク溶接は最も古いアーク溶接プロセスであり、アークを生成するために大電流、低電圧を必要とします。場合によっては、ツインカーボンアーク溶接と呼ばれる2つのカーボン電極間にアークが発生することがあります。
ガスタングステンアーク溶接
ガスタングステンアーク溶接(GTAW)は、タングステン不活性ガス溶接(TIGW)とも呼ばれます。このタイプの溶接プロセスでは、材料の溶接に非消耗性のタングステン電極を使用できます。この溶接で使用される電極は、アルゴン、ヘリウムなどのガスで囲むことができます。これらのガスは、溶接領域を酸化から保護します。この種の溶接は、薄いシートの溶接に使用できます。
ガスメタルアーク溶接
ガスメタルアーク溶接(GMAW)は、メタルイナートガス溶接(MIGW)とも呼ばれます。ヘリウム、アルゴンなどのガスで保護された新しい金属電極を使用します。これらのガスは、接合領域を酸化から保護し、複数の溶接材料層を生成します。このタイプのアーク溶接プロセスでは、金属を溶接するための非消耗金属電極を使用して、フィラーワイヤを常に供給することができます。
サブマージアーク溶接
サブマージアーク溶接(SAW)は、自動溶接方法で広く利用できます。この種の溶接プロセスでは、電極はフラックスの粒状コーティングによって完全に沈められ、このフラックスは 導電体 それは電力供給に反対しません。フラックスの固体コーティングは、溶けた金属が超暴力的な放射線や大気から保護されます。
SMAW –被覆アーク溶接
SMAWという用語は、「被覆アーク溶接」の略で、スティック溶接フラックスシールドアーク溶接または手動金属アーク溶接(MMA / MMAW)とも呼ばれます。この種の溶接は、ワークピースと金属棒の間にアークが発生する場合に使用されます。したがって、これらの両方の表面が溶解して溶融池を形成する可能性があります。
フラックスコーティングがロッド上ですぐに溶けると、スラグとガスが形成され、溶接プールが周囲から保護されます。これは柔軟な方法であり、鉄や非鉄などの材料をすべての場所の厚みのある材料に接続するのに適しています。
FCAW(フラックス入りアーク溶接)
この種の溶接は、被覆アーク溶接の代替手段です。このフラックス入りアーク溶接は、電極と安定した電圧電源で動作するため、安定したアーク長を提供します。この方法は、シールドガスまたはフラックスによって形成されるガスを使用して機能し、伝染からの安全性を提供します。
ESW(エレクトロストローク溶接)
この種の溶接では、熱は電流によって生成され、溶加材とワークピースの間を溶融スラグを使用して溶接面に伝わります。ここでは、溶接フラックスを使用して、2つのワークピース間のギャップを埋めます。この種の溶接は、電極とワークピースの間のアークを介して開始できます。
アークは熱を発生させてフラックス粉末を溶かし、溶けたスラグを作ります。ここで、スラグは、電流によって生成される熱のために液体状態内に維持できる電気伝導率が低くなっています。スラグは3500°Fの温度になり、ワークピースと消耗電極のエッジを溶かすのに適しています。金属の液滴が溶接プールに向かって落下し、ワークピースを接続します。この種の溶接は主に鋼に適用できます。
アークスタッド溶接
このタイプの溶接は非常に信頼性が高く、幅広い用途で使用されます。この方法は、あらゆるサイズの金属を最大の溶接溶け込みでワークピースと溶接するために使用されます。
このタイプの溶接は、0.048インチの厚さの母材の上に片面で強靭な溶接を作成できます。このアークは、DC電源の金属ファスナーフェルールとスタッド溶接ガンを使用して形成できます。この溶接では、ドローアーク、ショートアークスタッド、ガスアークスタッド溶接の3つの一般的な方法が使用されます。
ドローアーク法は、スタッド内に固定することでフラックスを処理し、溶接全体で金属の表面を洗浄します。アーク放電中、フラックスは気化され、環境内の汚染要素を介して応答し、溶接領域をクリーンに維持します。
ショートアーク法は、フラックス負荷を利用しないことを除けば、ドローアークに似ています。したがって、この方法では、アークスタッド溶接技術の中で最短の溶接時間が得られます。ガスアークスタッド方式は、フェルールやフラックスのない静的シールドガスを介して機能するため、自動化が容易になります。
他のタイプのアーク溶接
ほとんどの業界で金属設計が使用されており、最も一般的に使用される溶接については上記で説明しています。ただし、他のいくつかの方法でも、次のように2つ以上の金属を溶接できます。
電子ビーム溶接
EBMまたは電子ビーム溶接は、ある金属表面を別の金属表面に溶接するために、電子波が高速で発生する場所で金属を接合するために使用されます。電子波がその目的に当たると、影響を受けたスポットは、隣接する部分を所定の位置に結合するのにちょうど十分に溶けます。
この種の溶接は、工業分野で非常に人気があります。この技術は、この溶接を使用してトラック、自動車、飛行機、宇宙船内のいくつかの金属部品を組み合わせる航空宇宙および自動車のメーカーにとって特に有用です。真空による電子ビーム溶接の性質上、この方法は、空き家や建物での危機的な作業に安全です。
原子水素溶接
AHWまたは原子水素溶接は、ガスメタルアーク溶接などのより効率的な技術のために、エッジから頻繁に落下する金属を接続するための古い技術です。自動水素溶接がまだよく知られている分野の1つは、タングステン溶接です。タングステンは熱に非常に敏感であるため、この溶接はこの方法で安全です。
エレクトロスラグ溶接
これは、1950年代に発明された高速溶接です。この種の溶接は、重金属を産業の機器や機械で使用するために接続します。名前が示すように、それはエレクトロスラグ溶接に使用されるツールに含まれている銅製のウォーターホルダーから取られています。水は、溶接セッション全体を通して液体スラグが他の領域に浸透するのを防ぎます。
カーボンアーク溶接
CAWまたはカーボンアーク溶接は、摂氏300度を超える温度を適用して金属を接続するために使用される接合技術です。このタイプの溶接では、電極間および金属の表面間にアークが形成される可能性があります。この技術はかつては人気がありましたが、現在はツインカーボンアーク溶接によって時代遅れになっています。
酸素燃料溶接
この種の溶接は、酸素と液体燃料を使用して金属を溶かして形にする方法です。フランスのエンジニア、シャルルピカールとエドモンドフーシェは20世紀に発明されました。このプロセスでは、酸素生成温度が金属表面領域で使用されます。この溶接は屋内雰囲気で行われます。
抵抗スポット溶接
抵抗スポット溶接は、熱が金属の表面を接続する場合に使用されます。熱は電流の抵抗から発生する可能性があります。この種の溶接は、電気抵抗溶接と呼ばれる溶接技術のコレクションに属しています。
抵抗シーム溶接
抵抗シーム溶接は、関連する特性を通じて金属接合面の間に熱を発生させる技術です。この種の溶接は、ジョイントの一方の面から始まり、もう一方の端までそのモードで機能します。したがって、この方法は主に、通常は銅材料でできているツイン電極に依存します。
投影溶接
投影溶接は、配置するための正確な領域で熱を制限する方法です。この方法は、スタッド、ナット、その他のねじ付き金属ファスナー、ワイヤー、クロスバーを使用するプロジェクトで非常に一般的です。
冷間溶接
この溶接の別名は接触溶接です。このタイプの溶接は、熱で溶けることなく金属の表面を接続するために使用されます。
アーク溶接の利点
アーク溶接の利点は主に次のとおりです。
- アーク溶接は高速で溶接効率も高い
- 簡単な溶接装置が含まれています。
- それは単に移動可能です。
- アーク溶接は、溶接された金属間に物理的に強力な結合を形成します。
- 信頼性の高い溶接品質を提供します
- アーク溶接は優れた溶接雰囲気を提供します。
- ザ・ 電源 この溶接の費用はかかりません。
- この溶接は迅速で一貫したプロセスです。
- 溶接機は通常の国内電流を利用できます。
アーク溶接のデメリット
アーク溶接のデメリットは次のとおりです。
- アーク溶接を行うには、熟練したオペレーターが必要です。
- 電極カバーが燃焼して減少する傾向があるため、堆積速度が不完全になる可能性があります
- 電極の長さは35mmで、生産速度全体で電極を交換する必要があります。
- これらは、チタンやアルミニウムなどの反応性金属に対してはクリーンではありません
アプリケーション
アーク溶接の用途は次のとおりです。
- 板金の溶接に使用されます
- 薄い、鉄および非鉄金属の溶接用
- 圧力容器と圧力容器の設計に使用
- 産業における配管の開発
- 自動車および家具の分野で使用されます
- 造船業
- 航空機および航空宇宙のメーカーで使用されます
- 車体修復
- 鉄道
- 建設、自動車、機械などの産業
- ガスタングステンアーク溶接は、航空宇宙産業で板金などの多くの領域を接続するために使用されます
- これらの溶接は、金型、工具、および主にマグネシウムとアルミニウムで作られた金属の修理に使用されます。
- ほとんどの製造業はGTAWを使用して薄いワークピース、特に非鉄金属を溶接しています。
- GTAW溶接は、長期間にわたる耐食性とひび割れが必要な場合に使用されます。
- 宇宙船の製造に使用されます
- 小径部品、薄肉チューブの溶接に使用され、自転車産業に適用可能
したがって、これはすべて電気アーク溶接に関するものであり、柔軟な溶接方法です。電気 アーク溶接アプリケーション 容易さと優れた溶接効率などの機能により、世界中で強力なジョイントを生成するために製造業に携わっています。これは、自動車、建設、造船、航空宇宙などの工事を保護するために、さまざまな業界で最も広く使用されています。ここにあなたへの質問があります、アーク溶接温度の範囲は何ですか?